

公司热线: 18951638188
共板法兰风管加工的厂-鼓楼区风管加工-江苏环创通风设备工厂
江苏环创通风设备有限公司
- 经营模式:生产加工
- 地址:江苏省南京市江宁区禄口镇马甫路188号
- 主营:南京风管加工,南京通风管道加工,南京螺旋风管加工
- 产品详情
- 联系方式
- 产品品牌:江苏环创
- 供货总量:不限
- 价格说明:议定
- 包装说明:不限
- 物流说明:货运及物流
- 交货说明:按订单
- 有效期至:长期有效
共板法兰风管加工的厂-鼓楼区风管加工-江苏环创通风设备工厂 :
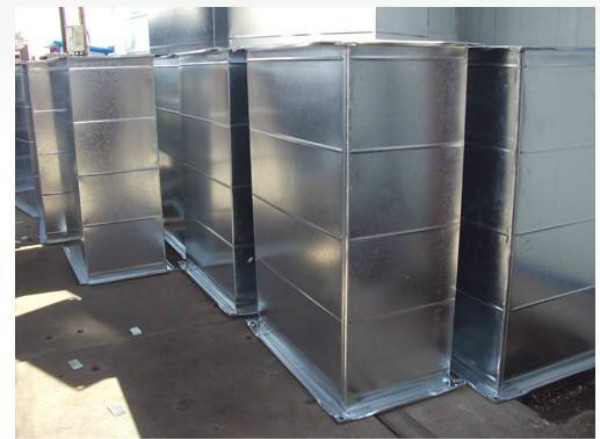
南京通风管道厂家,南京风管加工厂,南京风管厂家江苏环创通风设备有限公司是一家专业从事通风管道,共板法兰风管定做,法兰风管定做,方形风管加工,矩形风管加工以及其他各种型号形状的生产厂家,包括镀锌法兰或是角钢法兰生产。注意承接订单范围江苏省,南京市,以及玄武区,秦淮区,鼓楼区,建邺区,栖霞区,浦口区,六合区,江宁区,溧水区,高淳区等。公司拥有国际上应用广泛的全套金属螺旋风管、配件生产流水线,包括JPX自动制管成型机、R1530等离子切割机、CU-30缀缝熔接机、立得锁定机、COMBI三角段锁定机等,另外还引进了美国AMD自动冲床,及国内先进的数显折边机,剪板机,园法兰成型机,镀锌冲孔C型钢等一系列风管配件制造设备,从而从根本上保证产品质量的先进性。

环创通风设备有限公司——南京共板法兰风管定做,南京法兰风管定做,南京方形风管加工。
风管安装应符合下列规定:
(1)风管安装前,应清除内、外杂物,并做好清洁和保护工作;风管安装的位置、标高、走向,应符合设计要求。现场风管接口的配置,不得缩小其有效截面;
(2)风管与砖、混凝土风管的连接接口,应顺着气流方向插入,并应采取密封措施。风管穿出屋面处应设有防雨装置;
(3)风管连接处,应完整无缺损、表面应平整,无明显扭曲;
(4)承插式风管的四周缝隙应一致,无明显的弯曲或褶皱;内涂的密封胶应完整,外粘的密封胶带,应粘贴牢固、完整无缺损。
(5)薄钢板法兰形式风管连接,弹性插条、弹簧夹或紧固螺栓的间距不应大于150mm,且分布均匀,无松动现象。

环创通风设备有限公司——南京矩形风管加工,南京镀锌法兰加工,南京角钢法兰生产。
共板法兰风管与角钢法兰风管的区别:共板法兰风管通过与角钢法兰风管比较,对于每10㎡风管制作及安装,在相同的工期情况下,可节约劳动力60%左右,各种型钢30公斤,各种连接用螺栓10余套,防锈漆0.2公斤;风管法兰采用镀锌钢板制作,镀锌钢板用量增加约4%;采用生产线,制作精度及质量更易控制。另外,型钢及防腐工程量的减少,减轻了油漆对环境的污染,具有较好的经济及社会效益。采用共板法兰风管加工流水线不仅使以往的风管制作由低效的人力劳动变为的机械制作,大大降低了劳动强度,提高了工作效率,降低了工程成本。








江苏环创通风设备有限公司是一家专业从事通风管道,共板法兰风管定做,法兰风管定做,方形风管加工,矩形风管加工以及其他各种型号形状的生产厂家,包括镀锌法兰或是角钢法兰生产。注意承接订单范围江苏省,南京市,以及玄武区,秦淮区,鼓楼区,建邺区,栖霞区,浦口区,六合区,江宁区,溧水区,高淳区等。公司按ISO9002国际质量体系标准建立了完善的质量保证体系,高水准的结构设计、高素质的开发人员和先进的生产设备,使公司的技能和资源既有深度又有广度,促进企业自身更为协调科学的发展。

环创通风设备有限公司——南京共板法兰风管定做,南京法兰风管定做,南京方形风管加工。
风管法兰链接施工工艺是把连接风管的法兰和附件取消掉,代之直接咬合,加中间件咬合、辅助夹紧件等方式完成风管的横向连接。由于无法兰连接风管接头一般均比法兰连接简单,而且连同接头辅助件(有的无法兰连接没有辅助件)重量较轻,制作简单或可以采用标准件成批生产,可以不但是节省了大批钢材,而且还大大简化了施工工艺,提高了生产力,经试验测定,无法兰连接风管密封性也比法兰连接风管好,可以无法兰连接风管在国际上应用越来越广泛,而且形式发展也越来越多。

环创通风设备有限公司——南京矩形风管加工,南京镀锌法兰加工,南京角钢法兰生产。
共板法兰风管的选择技巧:法兰表面不平整,矩形法兰旋转180度后,与同规格的法兰螺孔不重合,内边尺寸或两对角线的尺寸不相等超过允许的偏差等,影响风管部件在施工现场的正常组装。偏差小的造成在安装过程中的不必要的修改#、打孔;偏差过大造成返工和浪费。
江苏环创通风设备有限公司是一家专业从事通风管道,共板法兰风管定做,法兰风管定做,方形风管加工,矩形风管加工以及其他各种型号形状的生产厂家
环创通风设备有限公司——南京共板法兰风管定做
不锈钢法兰的加工需要了解并注意一些问题:
1、焊缝缺陷:不锈钢法兰的焊缝缺陷较严重,如果是采用手工机械打磨处理方法来弥补,那么产生的打磨痕迹,造成表面不均匀,会影响美观;
2、打磨抛光钝化不均匀:手工打磨抛光后进行酸洗钝化处理,对面积较大的工件,很难达到均匀一致处理效果,不能得理想的均匀表面。还有它的缺点有工时费用,辅料费用也较高;
环创通风设备有限公司——南京共板法兰风管加工
那么如何解决不锈钢法兰加工的问题呢?
1、选择落料,完成后,进入下道工序,不锈钢不同的工件根据加工的要求进入相应的工序;
2、折弯时要首先要根据图纸上的尺寸,不锈304无缝钢管料厚度确定折弯时用的刀具和刀槽,避免产品与刀具相碰撞引起变形是上模选用的关键(在同一个产品中,可能会用到不同型号的上模),下模的选用根据板材的厚度来确定。

